
Acoustic emission analysis (also known as sonic analysis) emerged in 1970 as a condition monitoring technique. It makes use of sensors placed on the asset (called structure-borne analysis) or very near it (airborne analysis). These sensors detect transient elastic waves generated by the processes associated with wear and tear, such as friction, crushing and cracking. Though these processes may produce audible sounds, the AE method usually measures frequencies above the range of normal human hearing (a.k.a. ultrasonic).
Acoustic airborne sensors are essentially microphones, where sound waves in the air physically move a thin diaphragm (often made of plastic), which in turn moves a metal coil back and forth across a magnet, producing an electric current. They are notoriously sensitive to background noise and to anything standing in the path between the sensor and the object being monitored.
Acoustic structure-borne sensors often use piezoelectric accelerometers: devices that convert the mechanical force caused by a change in motion into a proportional electrical charge (Piezo comes from the Greek word meaning “to squeeze.”). Piezoelectric devices are most sensitive in a frequency range determined by the properties of the material used (commonly quartz or a synthetic ceramic). Their location and orientation on the machine also affect what they can detect, and how well. There’s also a tradeoff between the amplitude an accelerometer can measure and its sensitivity. Accelerometers can be thrown off by noise from the surrounding environment. These four points make it important to carefully assess the characteristics of both the asset and its surrounding environment in selecting and installing acoustic sensors.
How does acoustic analysis perform when it comes to fault detection?
Below is a P-F curve demonstrating how acoustic analysis compares to other condition monitoring techniques when it comes to fault detection in advance of an asset breakdown. This is a P-F curve for bearing failure in a specific production system.
For more information on the accuracy of acoustic analysis in comparison to other condition monitoring techniques, download the condition monitoring comparison guide.
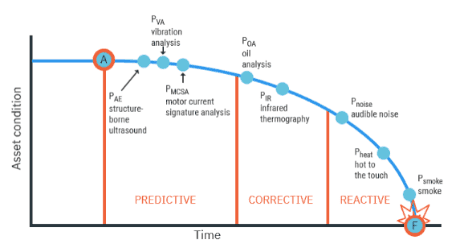
A sample P-F curve for bearing failure in a specific production system. The locations of the various technologies on the curve will be different for each piece of equipment, production environment and failure mode, so be sure to calculate it for the specific assets and types of degradation you want to monitor.
Using acoustic analysis for fault detection: general rules of thumb
Every production system is different, meaning there’s no one-size-fits-all condition monitoring technology. However, we can state some general rules of thumb when it comes to areas where acoustic analysis is strong or weak in fault detection.
Strong in monitoring:
- one motor driving many assets
- leaks
- mechanical faults
- electrical faults
- direct current (DC)
- rotating machinery
- very slowly rotating machinery
Weak (or not possible) in monitoring:
- remote or inaccessible assets
- assets located in ATEX zones or other harsh conditions
- assets located in noisy or vibrating environments
- energy insights
Compare acoustic analysis and other condition monitoring techniques
Download the condition monitoring comparison guide for a full comparison of acoustic analysis and other major techniques.
Fill in the form to download the e-book.