
LV motor monitoring
Continuous monitoring for distributed low-voltage motor fleets.
Every industrial site runs hundreds to thousands of low-voltage motors. The critical 5% have vibration sensors. The other 95% run to failure. SAM4 reads current at the motor control cabinet (MCC) and puts the full LV fleet on one monitoring layer, at a fraction of the cost per motor.
The dark fleet: too many motors, too little budget
LV induction motors make up over 90% of the industrial motor population. They drive pumps, fans, compressors, and conveyors across every sector. Yet fewer than 30% have any form of continuous monitoring. The rest run until they fail.
of LV motor fleets have no continuous condition monitoring. They are invisible until they fail.
Weeks to warn, hours to react
LV motor bearing and stator failures develop over weeks. Once a trip occurs, the asset is down until spares and a repair team arrive. Continuous monitoring is the difference between a planned swap and an emergency response.
of motor failures originate in bearings, 41% per EPRI, 44% per IEEE motor reliability surveys. The remainder split across stator windings (28–36%), rotor faults (8–10%), and external causes.
Monitor drivetrain condition through the motor's electrical signal.
LV motors are ESA's native domain. Phase current measurement is direct, no scaling complexity, no coupling losses. Every fault that changes the motor's electrical or mechanical behaviour leaves a signature in the current waveform.
Representative SAM4 dashboard view. The cabinet read produces fault classifications with evidence levels and recommended actions. On LV motors, the same workflow runs against the motor's electrical signature directly, then propagates to every asset page that depends on it.
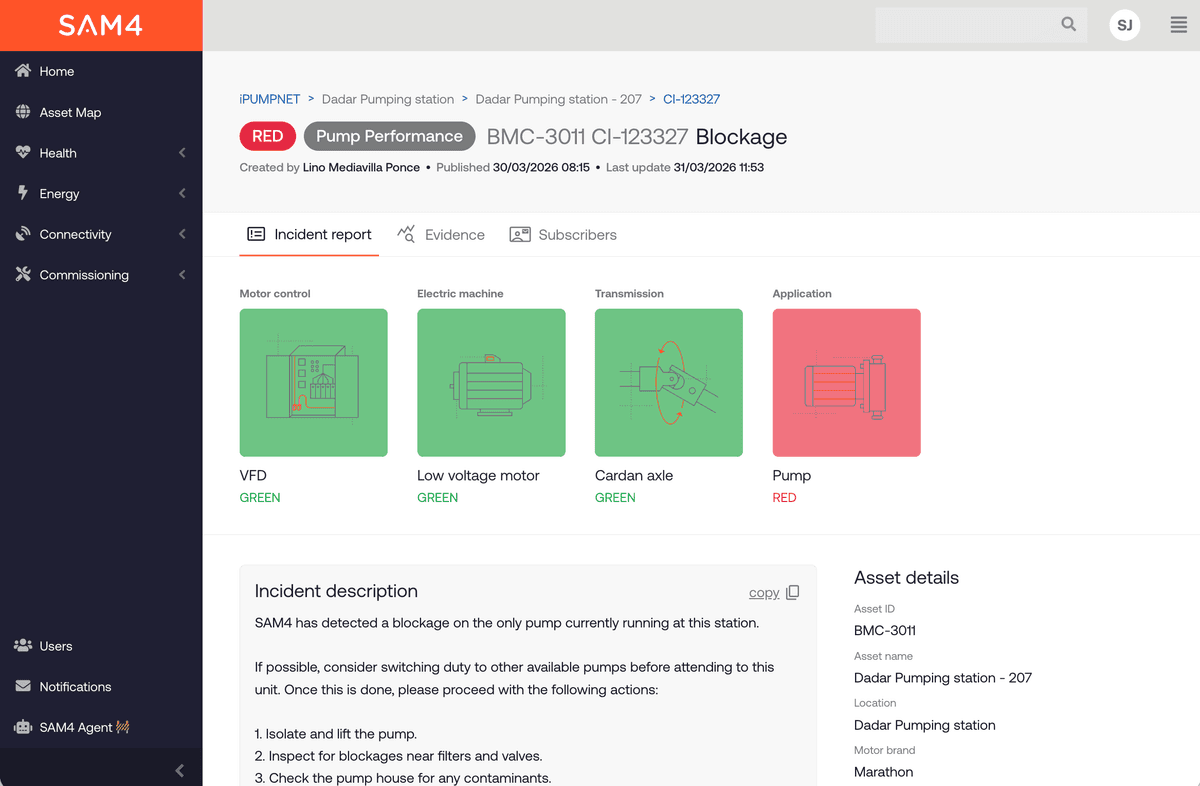
Signal flagged
Expert review
Fault classified
Action recommended
What SAM4 detects on this asset, and where it doesn't fit
One table. Each fault class appears once with its signal path, the strength of field evidence on this asset class, and the recommended use of SAM4. LV motors are the largest asset class in the SAM4 fleet, so the cross-fleet baseline applies directly: 95.5% recall on 1,437 confirmed fault events and a 2.1% false-alert rate on 1,402 customer-facing outcomes, both drawn from 2,087 reviewed events in the 12 months ending 1 May 2026.
| Fault class | Signal path | Field evidence on this asset | Use SAM4 as |
|---|---|---|---|
| Phase loss and voltage imbalance | Direct / electrical. Resolved at the cabinet from current and voltage symmetry. | 95.5% recall and 2.1% false-alert rate across the LV-driven fleet baseline. | Primary monitoring |
| Stator winding faults | Direct / electrical. Inter-turn shorts and phase imbalance produce characteristic current signatures. | Pathway established across the LV-driven fleet. Fleet baseline applies. | Primary monitoring |
| Rotor bar degradation | Indirect electromagnetic. Sidebands at characteristic slip frequencies in the current spectrum. | Pathway established across the LV-driven fleet. Detected consistently. | Primary monitoring |
| Power quality on the supply side | Direct / electrical. Voltage sags, swells, harmonic distortion, and supply-side disturbances. | Pathway established across motor-driven assets. | Primary monitoring |
| Mechanical unbalance | Load signature + 1x running speed. Reaches motor current through the rotor. | Above 95% recall on the LV-driven fleet. Consistent across rotor and load-side imbalance sub-types. | Primary monitoring |
| Eccentricity (static and dynamic) | Indirect electromagnetic. Rotor slot harmonics shift with air-gap variation. | Pathway established across the LV-driven fleet. | Conditional |
| Insulation trending | Direct / electrical. Phase-to-phase impedance and leakage signatures. | Pathway established as a precursor signal between offline insulation tests. | Conditional |
| Soft foot indicators | Distinctive base-mounting signature in the current. | Cases reviewed across the LV-driven fleet. | Conditional |
| VFD-induced harmonics and switching faults | Direct / electrical. Drive-side disturbances visible in the supply current. | Pathway established. Drive topology determines signal quality. | Conditional |
| Process-induced load deviation (driven asset) | Load signature. Sustained load shifts on the driven asset reach the motor as torque change. | Detected across the LV-driven fleet. Per-asset-type detail on individual asset pages. | Conditional |
| Bearing degradation | Indirect electromagnetic + load. Visible once degradation reaches the motor current. | Stable runtime helps; intermittent duty thins the signal. Vibration on accessible critical motors remains the better tool for raceway-level diagnosis. | Late-stage detection |
Outside the envelope: Lubrication and bearing grease condition: Use oil and grease analysis on a sampling cadence. Insulation absolute value: Use offline insulation resistance testing or motor circuit analysis. Stator core hot spots and thermal faults: Use thermal imaging or motor-mounted RTDs. Sleeve bearing condition where fitted: Use proximity probes on machines where sleeve bearings are fitted.
ESA and vibration are complementary, not competing
The question is not which technology to choose. It is which motors get which coverage. ESA covers the fleet. Vibration covers the bearings on critical assets. Together, they eliminate the monitoring gap.
ESA leads
- Broken rotor bars and cracked end rings
- Stator winding faults (inter-turn shorts, insulation degradation)
- Supply quality (voltage unbalance, harmonics, single phasing)
- VFD-induced winding stress
- Fleet-wide screening at MCC cost
- Energy and efficiency trending
Both detect
- Eccentricity (static and dynamic)
- Shaft misalignment
- Rotor unbalance
- Coupling wear and looseness
Vibration leads
- Early bearing wear (earlier detection for some degradation modes)
- Bearing lubrication degradation
- Structural resonance and soft foot
- Very low speed motors (≤10 RPM)
Recommended three-tier approach
Tier 1 (top 5–10% by criticality): continuous ESA + continuous vibration + annual insulation testing. Maximum detection coverage and lead time. Tier 2 (next 30–40%): continuous ESA + quarterly vibration route. ESA provides the baseline; vibration confirms bearing concerns when flagged. Tier 3 (remaining 50–60%): ESA screening from the MCC. Turns invisible motors into monitored assets at a fraction of per-motor vibration sensor cost. This tier is where ESA creates the most value, it replaces run-to-failure, not vibration.
Real faults caught on LV motors

Alert prevents pollution incident and saves €100k
SAM4 Health detected a developing fault on a sewage pump which was not picked up by the customer’s vibration monitoring system. SAM4’s timely alert avoided

Loose cardan joint caught the same day SAM4 was installed
Read how SAM4 caught a loose cardan shaft coupling within hours of installation on this long-term steel customer's runout table roll.

Early warning on failing cardan shaft coupling in runout table roller
Read how SAM4 caught a failing cardan shaft coupling in a runout table roll for this steel manufacturer.

Bearing failure avoided in motor driving critical runout table roll
Read how SAM4 caught motor bearing failure in a runout table roll 7 months in advance for this steel manufacturer.

9x common faults detected in steel manufacturing
In this case study, we explain how SAM4 detects common faults in steel mills using actual results from anonymized SAM4 data, to help engineers evaluate SAM4’s

Condition monitoring for centrifugal pumps: a case study
Read how SAM4 alerted this tank storage customer to suboptimal pump operation, enabling process adjustments to avoid the potential for chronic, long-term

Condition monitoring for circulator pumps: a case study
Read how SAM4 caught misalignment between this pump's gearbox and motor 7 months in advance for a chemical customer.

Condition monitoring for oil transfer pumps: a case study
Read how SAM4 spotted coupling, vane and foundation issues in time to avoid pump failure for this tank storage customer.

Condition monitoring for shot blasting machines: a case study
Read how SAM4 caught a loose blast wheel belt guard before it caused damage to this steel manufacturer's shot blasting machine.

Early warning of failing heated godet roll prevents $90k in production loss
SAM4 Health detects motor overloading in a heated godet roll, enabling timely maintenance. This prevents downtime, saving $70,000 in lost production and

16x early alerts to degrading rollers save €650k in lost production
By consistently detecting developing faults in its roller conveyors well ahead of failure, this hot strip mill is keeping production on track while spending

How zinc smelter Nyrstar got 800% ROI in 11 months
Nyrstar is one of Europe’s leading zinc smelters, refining over 300,000 tons of high-purity zinc every year. Operating continuously, the plant relies on

Early alerts on a degrading oxidation ditch rotor prevent two pollution events and up to €900k in costs
Twice, SAM4 Health provided early warning of gearbox degradation though the vibration system had not yet alerted the customer to a problem.

Six early alerts to degrading fans save up to 12 hours and €96k in unplanned downtime
SAM4 Health, installed on wood panel production line exhaust fans, detected and alerted the customer to 6 faults, preventing unplanned downtime. Maintenance
Preventing downtime on belt-driven equipment
Belt-driven pumps, conveyors and fans keep your plant in motion. Whether you are moving, processing or storing your product, there are probably some very
Preventing downtime on borehole pumps
Pumps are the lifeline of the water and wastewater industry. Borehole pumps are one type of pump that play a critical role in water distribution to

Preventing failure in wastewater inlet screws
Preventing failures in wastewater inlet screws holds significant importance on the agenda for water companies as it helps avert breakdowns and pollution events.

Two pollution events prevented and €840k saved on repairs and emergency mitigation
Early belt degradation is typically difficult to spot through vibration measurements and manual inspections. But not for SAM4 Health, which helped a water

Southern Water’s success story: preventing three failures, saving £748K, and ensuring operational resilience
Southern Water is committed to reducing pollution incidents and improving infrastructure resilience. As part of this effort, SAM4 was deployed across 637
Under 60 minutes. No motor access required.
1. Open the motor control cabinet
SAM4 installs at the MCC: the same panel your electricians already access. No confined space entry, no scaffolding.
2. Clip sensors onto motor supply cables
Current and voltage sensors clip directly onto existing motor cabling. Installation requires a brief motor de-energisation while sensors are fitted, typically scheduled with operations. No wiring changes. One unit monitors up to 9 fixed-speed motors.
3. Connect and commission
The SAM4 gateway connects via cellular (4G/LTE). No dependency on your IT network. Monitoring starts immediately. First diagnostic results within 48 hours.

Other asset types SAM4 monitors
Pumps
Centrifugal pumps in water, chemicals, oil & gas, and process industries.
Compressors
Reciprocating, screw, and centrifugal compressors across process industries.
Fans & blowers
Ventilation fans, cooling fans, process blowers, and aerators.
MV motors
Medium and high voltage motors in critical processes.
Fleet baseline applies directly to LV motors
LV motors are the largest asset class in the SAM4 fleet, so the cross-fleet review applies directly. Per-asset-type detail for pumps, fans, conveyors, and other driven equipment lives on the individual asset pages. The cards below summarise the field-validated baseline per our reporting rules.
Recall on confirmed fault events
95.5% across 1,437 confirmed fault events over the 12 months ending 1 May 2026: 1,372 detected, 65 missed. Recall = fault detected / (fault detected + fault missed), the share of confirmed fault events caught before functional failure.
False-alert share after review
2.1% across 1,402 customer-facing detected and false-alert outcomes. False-alert rate = false communication / (fault detected + false communication), the proportion of all customer-facing detected and false-alert outcomes that turned out to be false. Operational insights (real deviations that are not developing faults) are tracked separately.
Sample and review window
2,087 reviewed events across 7,000+ monitored assets, of which 1,437 confirmed fault events enter the recall denominator. 12 months ending 1 May 2026. Reflects the current generation of fault-detection models, with five rebuilt during the preceding period: electrical unbalance, contamination, belt misalignment, coupling unbalance, and bearing degradation.
How cases enter the sample
- Each alert SAM4 raises is followed up against customer-confirmed outcomes
- Cases are scored independently: detected, missed, or false alert
- Operational insights (real deviations that are not developing faults) are tracked separately
- Five core models were rebuilt in the preceding period and the published baseline reflects only the live system
What the validation report contains
- Case-level detail with signal trace, asset context, and resolution
- Exclusion criteria and review rules
- Per-fault-mode breakdown and per-asset-type splits
- Available to qualified technical evaluators
See what ESA detects on your motor fleet
A 30-minute demo shows SAM4 running on LV motors like yours, real fault data, real diagnostics, and the fleet economics to make the case internally.