
Conveyor monitoring
The drives are on the floor. The faults are in the gearbox.
Baggage systems, parcel sorters, mining belts, packaging lines. The motor is accessible. The gearbox is not. SAM4 uses Electrical Signature Analysis (ESA) to read current at the motor control cabinet (MCC) and surfaces both. Motor health and gearbox load, without sensors on the line.
When the conveyor stops, the entire process stops
Conveyors are the arteries of bulk material handling. They connect crushers to screens, mills to stockpiles, and production lines to dispatch. A single conveyor failure halts an entire processing chain. Yet most conveyors run with no condition monitoring beyond an ammeter reading and a walk-past inspection.
One conveyor down, line down
A single conveyor failure halts the entire processing chain. Crushers stop. Mills idle. Stockpiles cannot be replenished. Most conveyors run with no condition monitoring beyond an ammeter reading and a walk-past inspection.
Of conveyor drive failures are bearing-related: the kind of degradation that develops over weeks, not hours.
Average downtime for an unplanned conveyor belt or drive failure in a mining operation.
One sensor location. The entire drivetrain visible.
SAM4 measures current and voltage at the motor control cabinet, the same panel your electricians already access. From those signals, it extracts torque modulations, speed variations, and spectral patterns that reveal the condition of the motor, gearbox, coupling, and drive roller without a single sensor on the conveyor structure.
Load signature analysis
A conveyor's motor current reflects the total mechanical load on the belt. Blockages, material buildup, belt tension changes, and overload conditions all shift the torque demand pattern. SAM4 tracks these shifts against a healthy baseline and flags deviations before they cause damage or spillage.
Drivetrain fault frequencies
Bearing defects in the drive roller, idler bearings, and gearbox create characteristic fault frequencies (BPFO, BPFI) that modulate the motor current. Misalignment between motor, gearbox, and drive roller produces a 2× running speed component. SAM4 tracks these spectral signatures continuously.
Motor electrical health
Stator winding degradation, broken rotor bars, and supply quality issues are detected directly from the electrical signature. These faults account for a significant share of conveyor drive failures and are invisible to vibration monitoring or visual inspection.
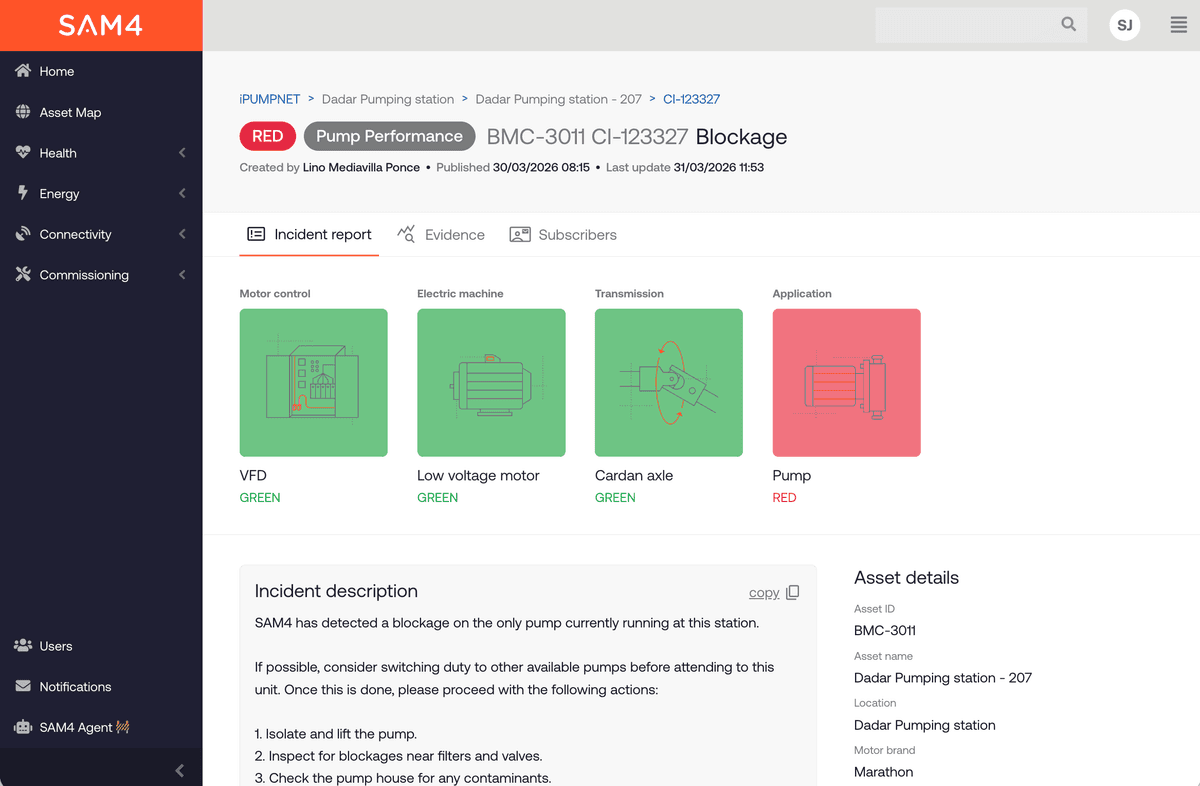
Representative SAM4 dashboard view. The cabinet read produces fault classifications with evidence levels and recommended actions. On conveyors, the same workflow runs against drive-end load and bearing signatures coming back through the gearbox.
Signal flagged
Expert review
Fault classified
Action recommended
What SAM4 detects on this asset, and where it doesn't fit
One table. Each fault class appears once with its signal path, the strength of field evidence on this asset class, and the recommended use of SAM4. Conveyors are distributed systems: ESA reads the powered drive end well; faults along the belt span are outside ESA's reach and need complementary monitoring. Field evidence drawn from 30 reviewed conveyor cases over the 12 months ending 2026-05-01.
| Fault class | Signal path | Field evidence on this asset | Use SAM4 as |
|---|---|---|---|
| Phase loss and voltage imbalance | Direct / electrical. Resolved at the cabinet from current and voltage symmetry. | Cases reviewed. No misses observed in the sample. | Primary monitoring |
| Process-induced load deviation | Load signature. Overload, blockage, spillage, and material redistribution reach the current as torque change. | Detected consistently across the cohort. | Primary monitoring |
| Mechanical unbalance | Load signature + 1x running speed. Reaches motor current through the rotor. | Small sample reviewed. Detected consistently. | Primary monitoring |
| Gearbox degradation or gear-mesh anomaly | Output-shaft signatures coupled to the motor. | Most conveyors are gearbox-driven. Cases reviewed. Pathway established. | Conditional |
| Coupling-related load anomaly | Load signature + 1x. | Small sample reviewed. No misses observed. | Conditional |
| Shaft or coupling misalignment | Load signature + 2x. | Small sample reviewed. Vibration phase analysis discriminates root cause. | Conditional |
| Pulley or drive roller bearing degradation | Indirect electromagnetic + load. | Small sample reviewed. Drive-end bearings visible at the cabinet. | Conditional |
| Belt slip on drive pulley | Load step-change. Detected through current dropout against load. | Cases reviewed. Pattern detected consistently. | Conditional |
| Stator winding short indicators | Direct / electrical. | Pathway established across asset classes. Conveyor-specific cohort still building. | Conditional |
| Rotor bar degradation | Indirect electromagnetic. | Pathway established across asset classes. Conveyor-specific cohort still building. | Conditional |
| Soft foot indicators | Distinctive base-mounting signature in the current. | Small sample reviewed. | Conditional |
| Bearing degradation | Indirect electromagnetic + load. Drive-end bearings visible; far-end bearings attenuate with distance. | Stable runtime helps; intermittent duty thins the signal. Vibration on the drive head remains the better tool for raceway-level diagnosis. | Late-stage detection |
Outside the envelope: Idler roller bearings (along the belt span): Use acoustic emission, walking inspections, or roller-mounted sensors on critical idlers. Belt tear, rip, or longitudinal damage: Use belt-mounted vision, RFID, or conveyor monitoring systems. Belt tracking issues along the span: Use laser tracking or vision-based belt monitors.
What ESA covers. What vibration covers. Where they overlap.
Conveyors are distributed systems. The motor, gearbox, and drive roller are accessible at one end. Hundreds of idler rollers, pulleys, and belt spans stretch across the rest. ESA monitors the powered end from the MCC. Vibration and belt monitoring technologies cover the distributed structure. Each fills gaps the other cannot reach.
ESA leads
- Motor electrical faults (stator winding, rotor bars, power quality)
- Overload and blockage detection via load signature shift
- Drive roller and gearbox bearing trends
- Coupling condition through torque modulation
- Energy waste from mechanical inefficiency or oversizing
Both contribute
- Drive roller bearing degradation: ESA detects torque modulation, vibration confirms severity staging
- Gearbox health: ESA sees load changes, vibration provides localised fault diagnosis
- Misalignment: ESA detects 2× component, vibration discriminates misalignment from imbalance via phase
Vibration / belt monitoring leads
- Idler bearing failures (mechanically remote from motor, invisible to ESA)
- Belt condition: splice integrity, surface damage, cord breakage
- Belt tracking and alignment along the full conveyor length
- Pulley lagging wear and structural looseness
- Chute wear, impact damage, and return side blockage
ESA monitors the drive. Belt monitoring covers the structure. Together they close the gap.
Most conveyor monitoring programmes focus on belt condition: scanners, cord-break detectors, alignment sensors. These protect the belt, which is the highest-cost component. But they tell you nothing about the drive motor, gearbox, or coupling that power the system.
ESA fills that gap. One sensor set at the MCC monitors the entire powered drivetrain continuously. For a facility with 20–50 conveyors, ESA provides fleet-wide drive health at a fraction of the cost of accelerometers on each drive roller and gearbox.
Detecting an anomaly in the drive end still beats discovering a catastrophic gearbox failure during a belt change. Classification can follow from inspection.
Real faults caught on conveyors

16x early alerts to degrading rollers save €650k in lost production
By consistently detecting developing faults in its roller conveyors well ahead of failure, this hot strip mill is keeping production on track while spending

How ArcelorMittal prevented 31 hours of downtime by detecting 27 failures ahead of time
How ArcelorMittal prevented 31 hours of downtime by detecting 27 failures ahead of time

How Schiphol Airport improved the reliability of its baggage handling lines
Amsterdam Airport Schiphol is the third largest airport in Europe, serving over 70 million passengers each year. With the ambition to be the go-to airport for

How zinc smelter Nyrstar got 800% ROI in 11 months
Nyrstar is one of Europe’s leading zinc smelters, refining over 300,000 tons of high-purity zinc every year. Operating continuously, the plant relies on

Improving baggage handling reliability at London Stansted
London Stansted is one of the UK’s busiest international airports, serving millions of passengers each year. Reliable baggage handling is essential to ensure
Preventing downtime on belt-driven equipment
Belt-driven pumps, conveyors and fans keep your plant in motion. Whether you are moving, processing or storing your product, there are probably some very
Under 60 minutes. No access to the conveyor structure required.
1. Open the motor control cabinet
SAM4 installs at the MCC, the same panel your electricians already access. No confined space entry, no scaffolding.
2. Clip sensors onto motor supply cables
Current and voltage sensors clip directly onto existing motor cabling. Installation requires a brief motor de-energisation while sensors are fitted, typically scheduled with operations. No wiring changes.
3. Connect and commission
The SAM4 gateway connects via cellular (4G/LTE). No dependency on your IT network. Monitoring starts immediately, with first diagnostic results within 48 hours.

Industries using SAM4 on conveyors
Chemicals
Chemical plants run continuous processes with thousands of motor-driven assets. Many sit in hazardous zones where.
Airports
A large airport runs 500-1,000+ electric motors in its baggage handling system alone. Add HVAC, escalators, and cargo.
Pulp & Paper
Pulp and paper mills run hundreds of motors from the wet end to the winder. Most have no condition monitoring. SAM4.
Metals & Mining
Smelters, steel mills, and mining operations run 24/7 on motor-driven equipment that sits in places sensors cannot.
How this page is validated
Reviewed evidence from the 12 months ending 2026-05-01. The conveyor sample is below the 50-case threshold for a single headline figure, so this page reports per-fault detected and missed counts case by case. The cards below describe how the evidence base grows and what evidence is available today.
How the conveyor evidence base grows
- Each alert SAM4 raises on a conveyor is followed up against customer-confirmed outcomes
- Cases are scored independently: detected, missed, or false alert
- Sub-types are tracked separately: belt, roller, chain
- 30 scored cases on conveyors over the 12 months ending 2026-05-01, with 2 false alerts logged
- Field evidence on this asset moves from a clear signal path to case-by-case proof to a published metric as the evidence base grows
What the validation report contains
- Case-level detail with signal trace, asset context, and resolution
- Exclusion criteria and review rules
- Pathway-level breakdown by fault mode and conveyor sub-type
- Available to qualified technical evaluators
Other asset types SAM4 monitors
Transmissions
Belt drives and coupling systems between motor and driven asset.
Pumps
Centrifugal pumps in water, chemicals, oil & gas, and process industries.
Fans & blowers
Ventilation fans, cooling fans, process blowers, and aerators.
Compressors
Reciprocating, screw, and centrifugal compressors across process industries.
See SAM4 monitoring conveyors
A 30-minute demo shows SAM4 running on conveyors like yours, with real fault data and real diagnostics.